|
Системы компьютерного управления выполняются
на основе стандартного персонального компьютера.
Компьютер подключается кабелем к пульту управления, который
выполняет измерение веса компонентов, анализ (ввод) сигналов
датчиков положения затворов и управление (вывод сигналов 220В)
исполнительными механизмами.
Более подробная техническая информация на пульты управления
может быть предоставлена по индивидуальному запросу.
ОСНОВНЫЕ ТИПЫ ПУЛЬТОВ УПРАВЛЕНИЯ:
| Характеристика |
ПК-700/16 |
ПК-700/24 |
ПК-700/24-2 |
| Количество управляемых смесителей, шт. |
1 |
до 2 |
до 4 |
| Количество входных сигналов концевых датчиков
положения |
16 |
24 |
2х24 |
| Количество выходных сигналов управления
технологическим оборудованием |
16 |
24 |
2х24 |
| Типичная применяемость |
малые и средние установки |
средние и большие установки |
большие установки |
| Управление с персонального компьютера |
да |
да |
да |
Возможно изготовление пультов для управления процессами
других производств (пенобетон, газобетон и т.п.).
Невысокая стоимость системы, высокая надежность и ремонтопригодность
достигаются за счет того, что компьютер применяется без доработок
и подключается к оборудованию через стандартные разъемы портов
RS-232 ("мышь"). Применение стандартного компьютера
позволяет легко подключить технологическую линию к локальной
сети предприятия. В помещениях с высокой запыленностью компьютер
применяется в защитном боксе с фильтром/вентилятором. Питание
системы от бесперебойного аккумуляторного источника питания
UPS позволяет сохранять информацию о состоянии технологического
процесса при кратковременных перерывах электропитания и исключить
в этих случаях брак продукции.
Пульт под управлением компьютерной программы дозирует указанные
в составе смеси компоненты и выгружает их в смеситель в заданной
технологической последовательности. Далее производится перемешивание
и выгрузка готовой смеси в соответствии с временем цикла,
одновременно дозируется следующая порция компонентов. Выбег
(опережение отсечки компонентов) корректируется автоматически
по фактическим результатам дозирования. При выполнении цикла
пульт контролирует состояние концевых датчиков затворов, что
снижает вероятность сбоев.
200 составов дозировок смесей и другие настройки
запоминаются в памяти компьютера и хранятся при отключении
питания.
При отказе компьютера пульт может работать в автономном
автоматическом, полуавтоматическом или ручном режимах.
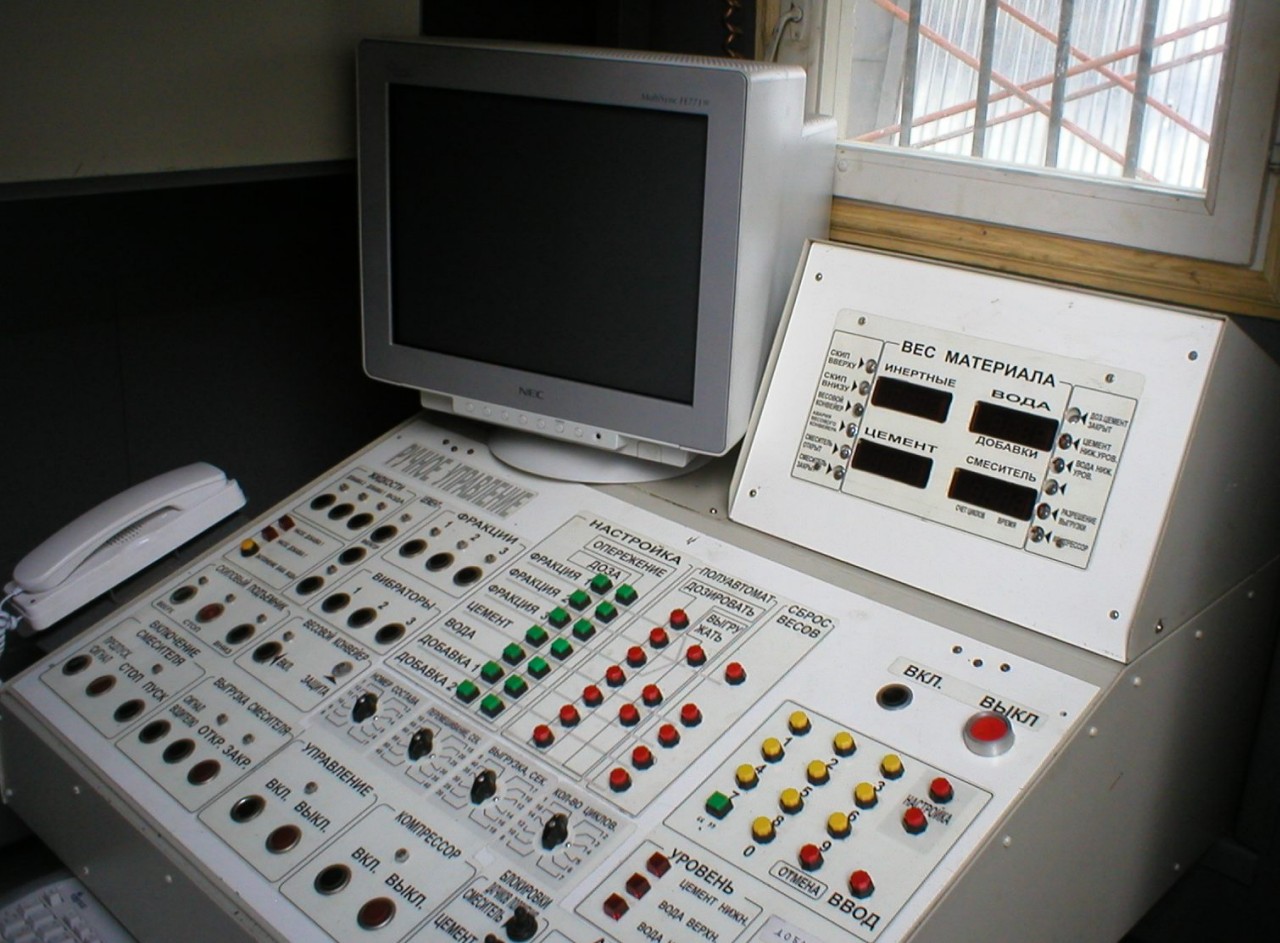
Пульт компьютерного управления имеет все необходимые индикаторы,
кнопки и переключатели для ручного и полуавтоматического управления
технологической линией, в том числе цифровые индикаторы веса.
Это дает возможность продолжать выпуск продукции и при отказе
управляющего компьютера.
Компьютерная система управления имеет широкие функции диагностики,
которые позволяют определять неисправности электронных устройств,
тензодатчиков, кабельной сети, исполнительных механизмов.
Подключение управляющего компьютера к локальной сети предприятия
позволяет значительно расширить функции системы. Предлагаемое
программное обеспечение позволяет дополнительно:
- Контролировать работу технологического оборудования (состояние
подвески дозаторов, работу затворов) и заблаговременно предотвращать
отказы и брак продукции.
- Учитывать фактическую выдачу продукции и расход материалов.
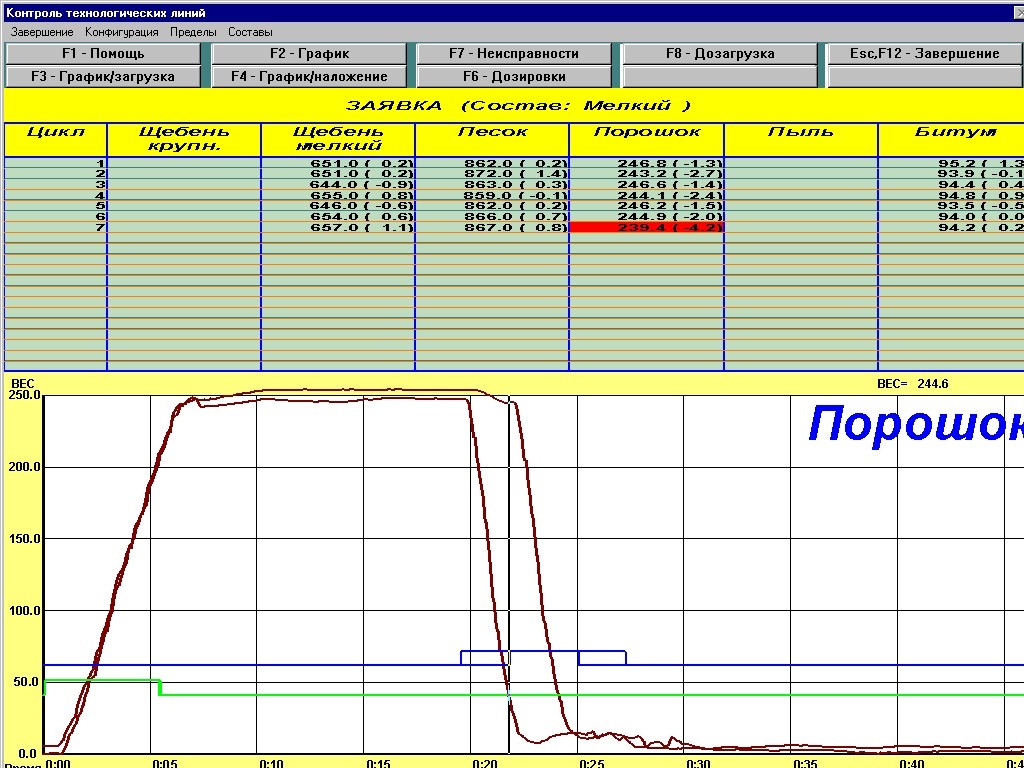
Для работы в комплексе с приборами весодозирования разработана
программа "Контроль технологического процесса",
которая позволяет полностью отслеживать отклонения дозировок
компонентов, времена начала и окончания дозировок, перемешивания
и выгрузки готовой продукции. Это позволяет оперативно определять
и устранять выпуск бракованной продукции, а также не допускать
несанкционированный выпуск продукции. Программа рассчитана
на использование на автономном управляющем компьютере или
в локальной сети предприятия под управлением операционной
системы Windows ХР. При анализе отклонений качества продукции
возможен вывод на экран графика работы весодозирующего устройства
по каждому компоненту.
Накопленные контрольные данные хранятся на сервере или в
управляющем компьютере в сжатом виде, что позволяет сохранять
архив детальной работы технологической линии более одного
года.
|